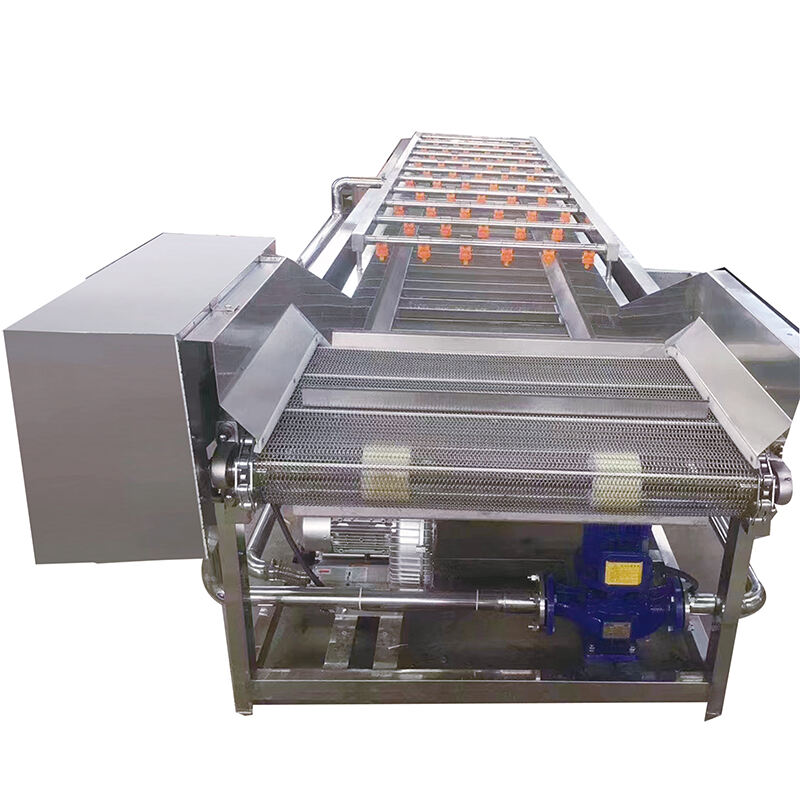
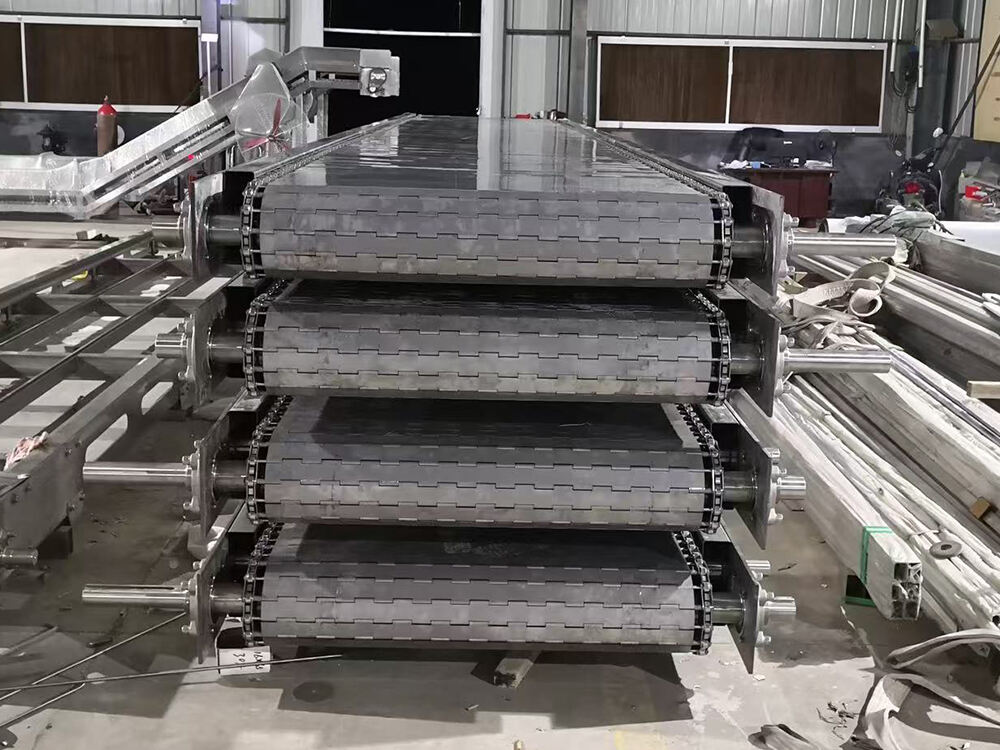
Automated conveyor systems rely on chain-driven mesh belts to deliver unmatched reliability in high-speed operations. These belts excel in industries requiring precise movement, such as packaging lines or medical device assembly. The chain-driven mechanism minimizes slippage, ensuring consistent product alignment even under heavy loads.
Stainless steel construction resists corrosion from cleaning agents, making them ideal for food-grade or sterile environments. Customizable pitch and width allow seamless integration with spiral conveyors or adjustable layouts. For heat-intensive processes like curing or drying, choose belts with reinforced joints and heat-treated chains. By upgrading to chain-driven conveyor belts, manufacturers reduce downtime, enhance automation accuracy, and future-proof production lines against evolving industry demands.
20
Jan
20
Jan
20
Jan
20
JanSunshine all products will make you absolutely satisfied, we always follow the customer first production concept, strive to open up domestic and foreign markets and are willing to establish long-term business cooperation with each customer. Welcome friends from all walks of life to come to guide, discuss cooperation!