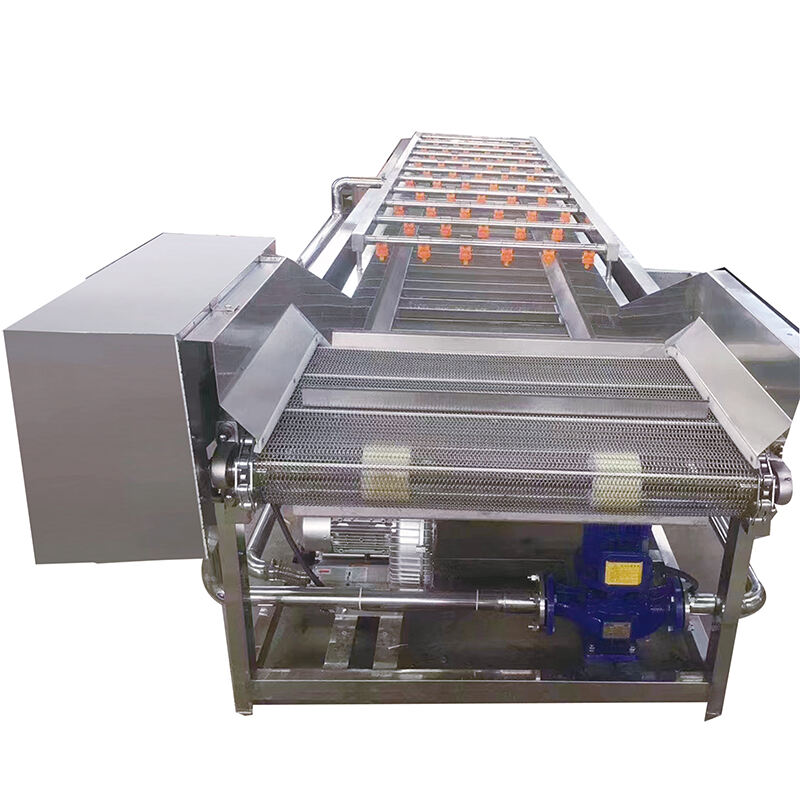
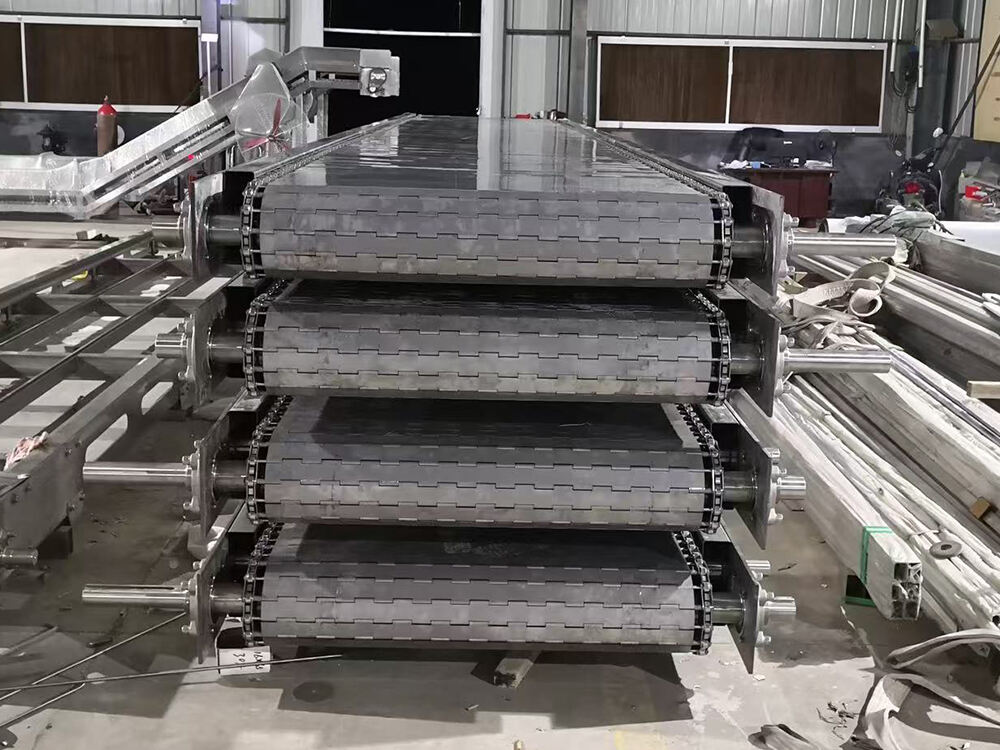
Heat-resistant wire mesh conveyor belts are essential for industries like food processing, baking, and high-temperature manufacturing. When choosing the right belt, prioritize material quality—stainless steel or corrosion-resistant alloys ensure longevity in extreme conditions. Chain-driven designs offer stability for heavy loads, while custom sizing guarantees seamless integration into existing systems.
Focus on belts with reinforced edges and anti-corrosion coatings to withstand repetitive thermal cycles. For automated systems, opt for modular wire mesh belts that adapt to complex workflows. Avoid generic solutions; instead, partner with manufacturers specializing in food-grade or medical-grade certifications to meet hygiene standards. By investing in a heavy-duty, heat-resistant conveyor belt, you’ll improve operational safety, reduce maintenance costs, and boost throughput in demanding environments like industrial ovens or drying lines.
20
Jan
20
Jan
20
Jan
20
JanSunshine all products will make you absolutely satisfied, we always follow the customer first production concept, strive to open up domestic and foreign markets and are willing to establish long-term business cooperation with each customer. Welcome friends from all walks of life to come to guide, discuss cooperation!