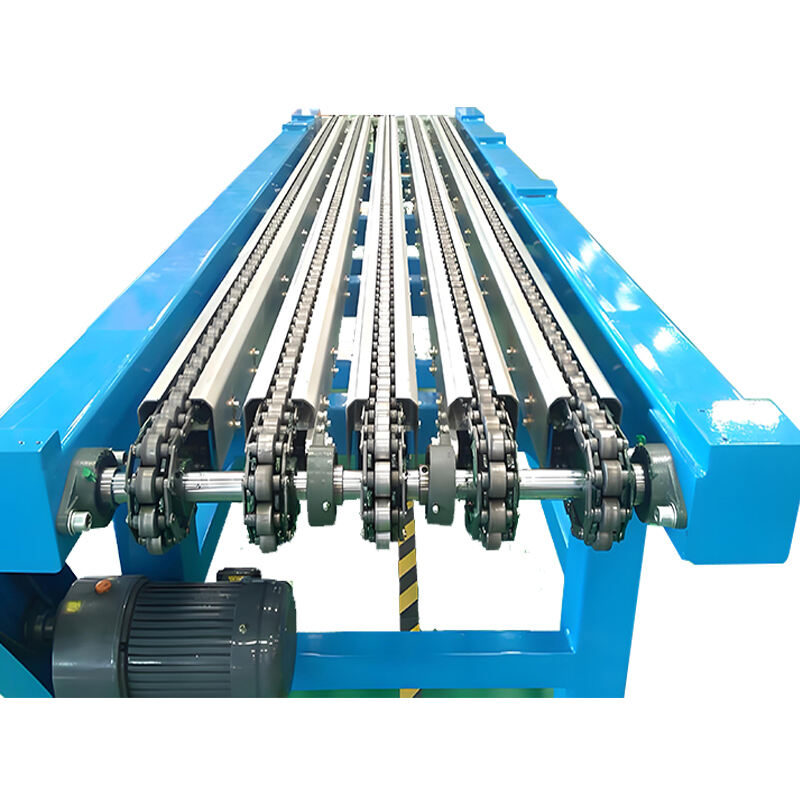
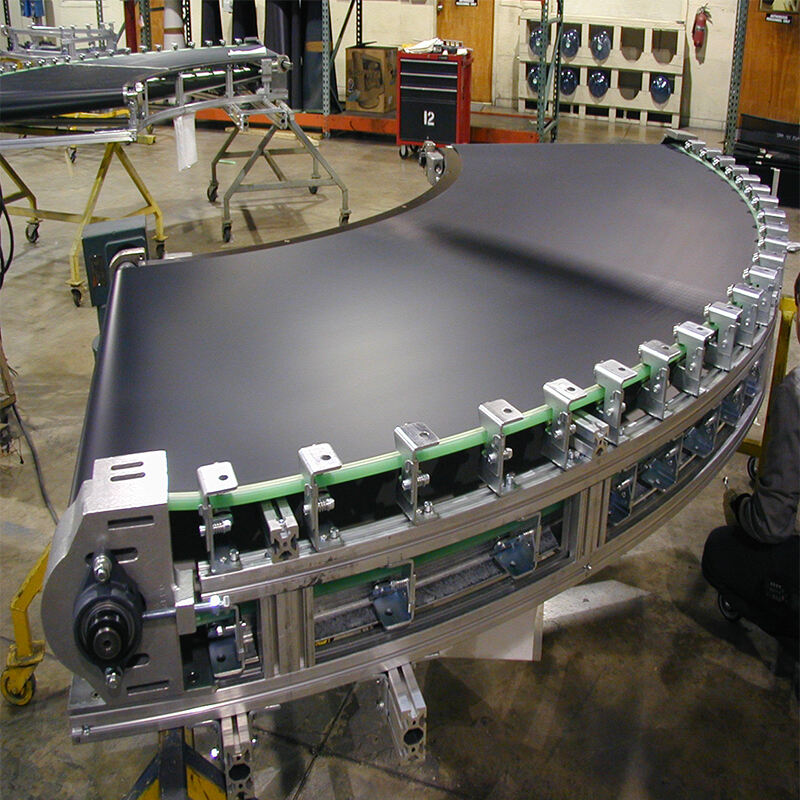
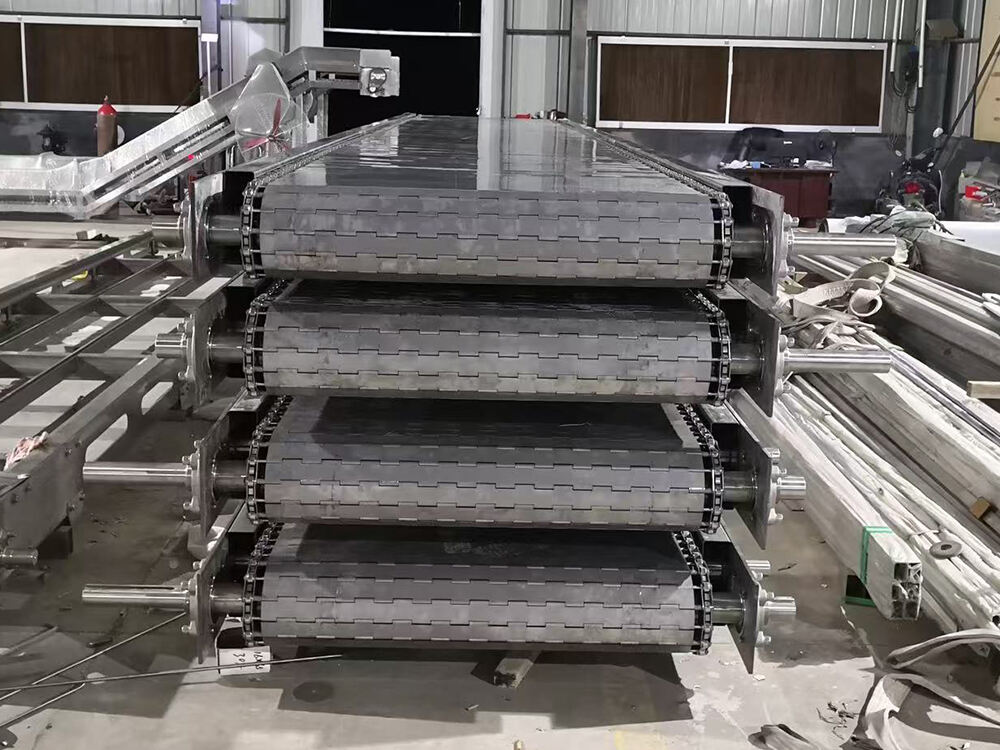
Automation is revolutionizing warehouses and distribution centers, demanding conveyor chains that deliver speed and reliability. Precision roller chain sprockets ensure accurate timing for sorting systems, while stainless steel chains reduce friction in high-speed scenarios. Plastic conveyor chains are gaining traction for lightweight, noise-free operation in e-commerce fulfillment. Key challenges include minimizing elongation and maintaining lubrication in 24/7 operations. Self-lubricating chains or sealed bearings address these issues. For cold storage or medical logistics, medical-grade roller chains withstand sterilization and temperature fluctuations. By integrating IoT sensors to monitor chain tension and sprocket alignment, businesses achieve predictive maintenance, reducing unplanned stops.
20
Jan
20
Jan
20
Jan
20
JanSunshine all products will make you absolutely satisfied, we always follow the customer first production concept, strive to open up domestic and foreign markets and are willing to establish long-term business cooperation with each customer. Welcome friends from all walks of life to come to guide, discuss cooperation!