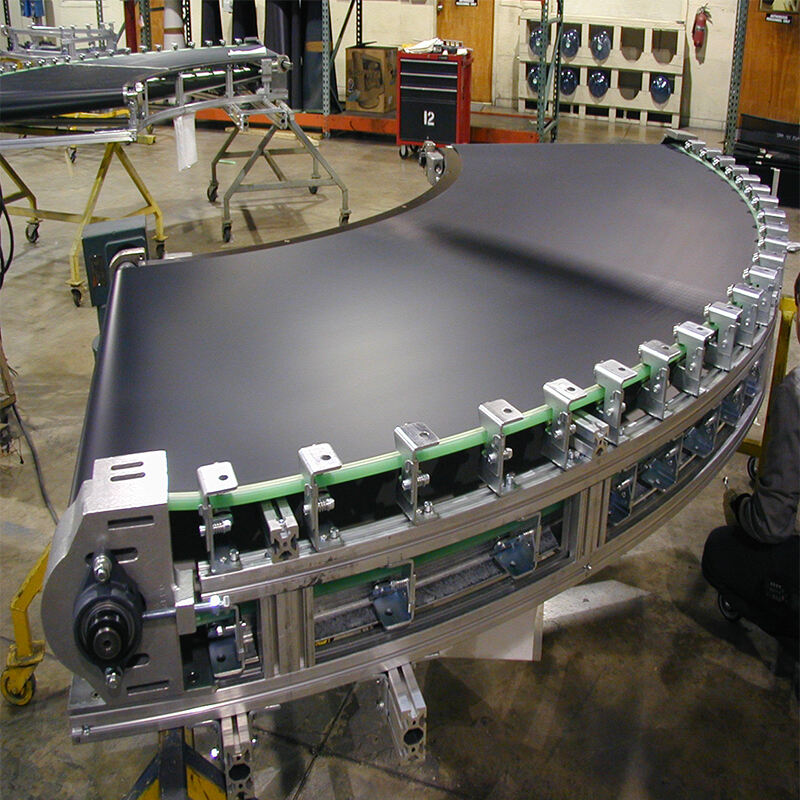
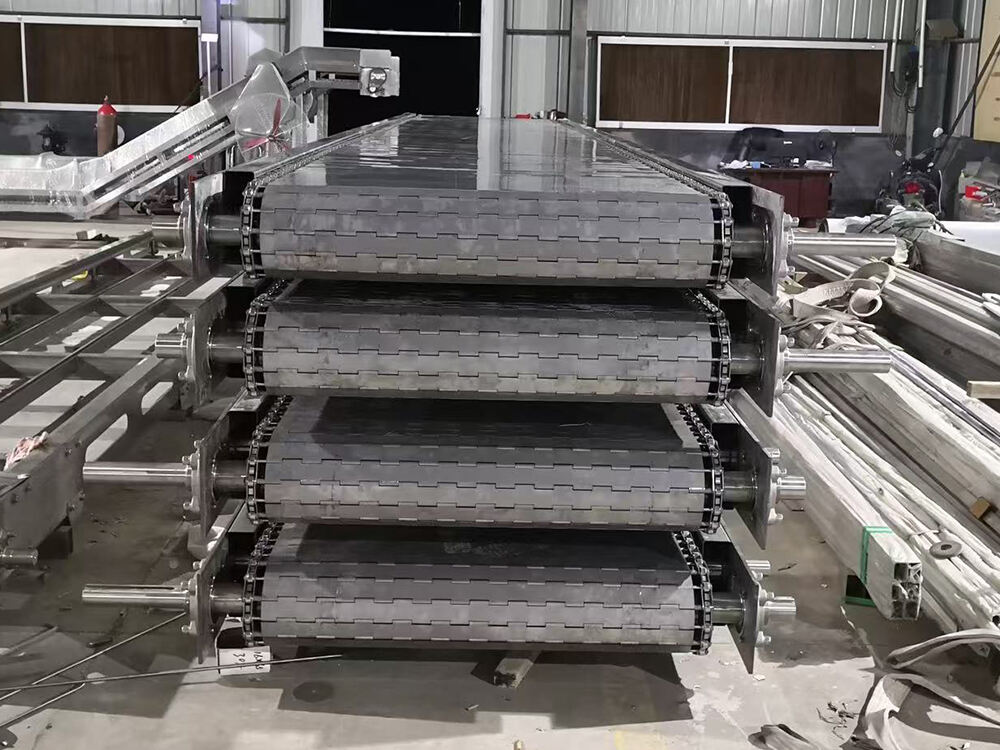
PU conveyor belts are reshaping lightweight material handling with their oil-resistant, low-noise operation. Perfect for packaging lines and textile automation, these belts withstand repetitive motion without cracking. In food processing, FDA-approved PU belts prevent contamination while handling baked goods or frozen items. Their non-porous surface simplifies cleaning, meeting hygienic standards for meat processing and dairy plants. For heat-resistant needs, specialized PU blends endure temperatures up to 120°C, ideal for electronics soldering or glass manufacturing. Modular designs allow quick repairs, minimizing production pauses. Unlike rigid metal belts, PU systems reduce product damage in sorting applications. By integrating chain-driven or spiral cooling configurations, manufacturers achieve seamless transitions between production stages.
20
Jan
20
Jan
20
Jan
20
JanSunshine all products will make you absolutely satisfied, we always follow the customer first production concept, strive to open up domestic and foreign markets and are willing to establish long-term business cooperation with each customer. Welcome friends from all walks of life to come to guide, discuss cooperation!